



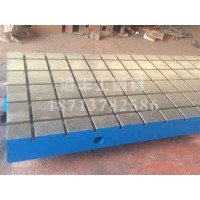


T型槽平板适用于各种检验工作,精密测量用的基准平面;用于机床机械检验测量基准;检查零件的尺寸精度或形位偏差,并作紧密划线,在机械制造中也是不可缺少的基本工具。T型槽平板表面带有T型槽是用于固定被测工件,使之测量准确。
T型槽平板精度:按标准计量检定规程执行,分别为0、1、2、3四个等级。
T型槽平板规格:500×800—2000×4000,(本产品均是按客户图纸制作加工或双方商定生产加工,可按用户要求的尺寸及重量生产)。
T型槽平板质量鉴定方法:
1、T型槽平板工作面上不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、T型槽平板工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应彻底清理型砂,且表面平整、涂漆牢固,各税边应修钝。
3、T型槽在平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位置时应考虑尽量减少因吊装而引起的变形。
4、T型槽平板应经稳定性处理和去磁。
5、T型槽平板工作面与侧面以及相邻两侧面的垂直公差为12级(按GB1184—80《形状位置公差》规定)。
6、T型槽平板工作面的硬度应为HB170—220或187—255之间。
7、T型槽平板主要检定项目:A、材质及表面硬度。B、形状位置公差,含名义尺寸,垂直度公差。C、外观。D、平面度。E、接触斑点。F、平面波动量。G、工作面允许挠度值。H、表面粗糙度。
8、精度参数。
3级T型槽平板未规定接触斑点要求。1级平板要求接触斑点数在任意25×25mm平面内不少于20点。2级平板要求接触斑点数在任意25×25mm平面内不少于12点。

 船体分段精度控制可行性同船舶制造精度管理控制
船体分段精度控制可行性同船舶制造精度管理控制一、船体分段精度控制的发展趋势
通过对国内外资料的分析,可以认为当前精度控制技术有如下几个发展趋势。
(1)变形分析理论化。这主要体现在两个方面:一方面是几种新的简化热弹塑性变形理论的提出和在焊接变形、线加热成形、激光成形等领域的验证与应用,使船体建造过程中的热变形有可能从理论分析和计算得到;另一方面是计算机技术和数值模拟技术的发展,使船体建造过程中热变形的数值计算已成为可能,目前日本、韩国都已在此方面开展了大量研究。由于理论计算与数值计算的快速度与低成本,使船厂可以不必经过长时间的、大量的数据积累工作即可建立自己的补偿量确定标准。
(2)精度控制系统集成化。先要对船舶制造中的工量具,如铸铁检验平板,进行精度规范要求。由于精度控制涉及船厂的组织体系、生产流程、生产设计、质量保证等各方面,因而目前另一个趋势是精度控制系统被集成到船厂CIMS系统中,是造船CIMS的子系统。因此,在精度控制的研究中,应当注意和整体系统及其子系统间的联系,如数据格式、数据库类型、数据采集传输、数据处理、数据共享,其子系统对精度控制系统的约束与需求等。
系统的研究、数据积累与分析的成果,可开发出相应的软件,如补偿量的计算机辅助确定软件、数据采集分析软件、精度监控软件、船厂精度控制系统等。除了因实施精度控制而产生效益外,这些成果及软件可以作为商品为船厂创造额外的效益。
二、船体分段精度控制的可行性分析
从生产现场来看,船体分段精度控制要求分段建造流程、设备和工艺有一定的稳定性,这样才能稳定余量和补偿量标准。不同的工段对于铸铁T型槽平板等基础工量具的精度要求也不同。目前已成功建造交付多条商品船,生产工艺、流程和设备已稳定,基本具备控制分段精度的生产条件。从软件来看,应用先进的TRIBON船舶设计软件,能够进行余量、补偿量加放,计算机上实现三维建模和干涉检验。这样能够在计算机模型中提前发现设计间隙偏大或构件相碰等情况,能够提前修改。从装焊技术的发展来看,目前船体分段装配采用扩大中组和重型分段建造等方法,使分段装配精度得以提高,分段建造变形减少。国内造船业大量采用焊接变形小的自动焊和半自动焊,减少分段焊接变形;大间隙焊接技术已经发展成熟(较大间隙可达25mm且不超过板厚),这样可以弥补分段精度的控制偏差,保证分段能顺利进行搭载焊接,分段精度控制比以前容易进行实施。
作为船舶制造中的必要生产资料,它的合理使用,对提高船舶制造精度起着重要的作用。
沧州沧丰工量具有限公司(http://www.cangfenglj.com)主要产品有划线检验平台、三坐标测量平台、T型槽平板、铸铁划线平板、机床机械铸件,花岗石平台及量具等以及检验划线平板、梅花扳手、防磁工具、防爆工具等。我们的产品广泛应用于机械制造,航空航天,汽车制造,高铁,风电,电机,发动机制造业等等。
原文链接:http://www.knots.cn/chanpin/show-24970.html,转载和复制请保留此链接。
以上就是关于福建铸铁焊接平台加工沧丰量具-厂家加工-供应T型槽平板全部的内容,关注我们,带您了解更多相关内容。
以上就是关于福建铸铁焊接平台加工沧丰量具-厂家加工-供应T型槽平板全部的内容,关注我们,带您了解更多相关内容。